- Posts: 46
- Thank you received: 0

ACMOC Membership Benefits
- FREE quarterly magazine filled with content about antique Caterpillar machines
- FREE classified listings
- ACMOC store discounts and specials
- Full Bulletin Board Access
- Marketplace (For Sale/Wanted)
- Technical Library
- Post attachments
$44 /year ELECTRONIC
$60 /year USA
$77 /year International
D6C Final Drive Leak
6 years 2 months ago #187279
by L364
Replied by L364 on topic D6C Final Drive Leak
Hello
Did not spend a lot of my time in general workshop but can remember some repairs to final drives and track frame rebuilds.
Re D6C generally oil leak at the diagonal brace bearing would indicate a loose dead axle and over time can only get worse.
If the owner wants a temp repair we would remove the outer hub (bearing ) cover and remove dead axle nut and check position
of key, as generally when fitting a dead axle we would install with the key up and that may indicate that the axle has turned as
would be the location of the dead axle locking pin.
We would then back off the outer bearing adjustment, fit a dead axle adaptor and mushroom to give it a few wacks with a sledge
hammer whilst tightening the inner dead axle nut.
One issue with this operation was to get the outer bearing housing dowels out so as to get enough thread for the dead axle adaptor.
Regards Gary
Did not spend a lot of my time in general workshop but can remember some repairs to final drives and track frame rebuilds.
Re D6C generally oil leak at the diagonal brace bearing would indicate a loose dead axle and over time can only get worse.
If the owner wants a temp repair we would remove the outer hub (bearing ) cover and remove dead axle nut and check position
of key, as generally when fitting a dead axle we would install with the key up and that may indicate that the axle has turned as
would be the location of the dead axle locking pin.
We would then back off the outer bearing adjustment, fit a dead axle adaptor and mushroom to give it a few wacks with a sledge
hammer whilst tightening the inner dead axle nut.
One issue with this operation was to get the outer bearing housing dowels out so as to get enough thread for the dead axle adaptor.
Regards Gary
Please Log in or Create an account to join the conversation.
6 years 2 months ago #187280
by ETD66SS
Thanks for that information, I was wondering if there was some way to detect if the shaft has rotated.
Replied by ETD66SS on topic D6C Final Drive Leak
Hello
Did not spend a lot of my time in general workshop but can remember some repairs to final drives and track frame rebuilds.
Re D6C generally oil leak at the diagonal brace bearing would indicate a loose dead axle and over time can only get worse.
If the owner wants a temp repair we would remove the outer hub (bearing ) cover and remove dead axle nut and check position
of key, as generally when fitting a dead axle we would install with the key up and that may indicate that the axle has turned as
would be the location of the dead axle locking pin.
We would then back off the outer bearing adjustment, fit a dead axle adaptor and mushroom to give it a few wacks with a sledge
hammer whilst tightening the inner dead axle nut.
One issue with this operation was to get the outer bearing housing dowels out so as to get enough thread for the dead axle adaptor.
Regards Gary
Thanks for that information, I was wondering if there was some way to detect if the shaft has rotated.
Please Log in or Create an account to join the conversation.
4 years 1 month ago #221543
by ETD66SS
Replied by ETD66SS on topic D6C Final Drive Leak
I have read about repairs for the dead axle taper, whereby the frame is line bored in the field for a tapered sleeve. So the repair sleeve is tapered on both the OD and the ID, or is the bore in the frame changed from a taper to a straight bore? Interference fit with dry ice? I imagine that sleeve has to really be tight in the bore.
I want to dig one more pond and am kind of leery using the D6C with a weeping dead axle.
Is it the case that any leak at all indicates the tapered bore is already damaged and the axle taper cannot just be re-seated?
I want to dig one more pond and am kind of leery using the D6C with a weeping dead axle.
Is it the case that any leak at all indicates the tapered bore is already damaged and the axle taper cannot just be re-seated?
Please Log in or Create an account to join the conversation.
4 years 1 month ago #221552
by edb
Replied by edb on topic Conservation Bulletin No 16
Dead axle bore repair is in Conservation Bulletin No 16, Dec 31 1951, as above, previously posted here at least twice before.
You blokes are slow to get the message about saving this stuff to your computers for such future reference.
Eddie B.
www.acmoc.org/bb/showthread.php?22193-Co...4&highlight=bulletin
You blokes are slow to get the message about saving this stuff to your computers for such future reference.
Eddie B.
www.acmoc.org/bb/showthread.php?22193-Co...4&highlight=bulletin
Please Log in or Create an account to join the conversation.
4 years 1 month ago #221554
by Glum
Replied by Glum on topic D6C Final Drive Leak
Just be aware that the sleeve dimensions in Eddie's scans are for older machines than your D6C which will probably have a heavier axle.
You might want to look at this post www.acmoc.org/bb/showthread.php?25802-Problems&highlight=
For your intended usage, unless the shaft has spun, I'd back off the bearing preload, and do something smilar to what L364 suggested previously.
You might want to look at this post www.acmoc.org/bb/showthread.php?25802-Problems&highlight=
For your intended usage, unless the shaft has spun, I'd back off the bearing preload, and do something smilar to what L364 suggested previously.
Please Log in or Create an account to join the conversation.
4 years 1 month ago #221563
by ETD66SS
Thank you, I now understand the sleeve geometry.
Thanks, I read that entire thread, good work, was a pretty dire situation you had there.
Couple things:
1) I would have to design up my own tapered sleeve, CAT did not sell these as any sort of repair kit?
2) Not only would I need to apply the tonnage to the dead axle when reinstalling (with or without new a sleeve and a line bore, hopefully not), I also have to pull the sprocket on my 225 someday. Wondering if you own that hyd puller in your thread? Where do you find a tool like that? Is there a CAT part number for a sprocket pulling kit? Wondering if I could make my own puller with an Enerpac unit etc.
My first attempt would likely be what L364 has suggested. I do not know if the axle has actually spun, or if I am at the initial stage where the taper press fit has relieved and the shaft is about to start spinning. I don't know when this leak appeared, but I don't recall seeing it when I was using this machine heavily and maintaining it.
I'm trying to understand the initial failure mode with these dead axles. Do they bend first, leading to shaft stretch at the threaded collar and then release the taper lock leading to the shaft spinning? Or is the initial failure the shaft spinning which leads to a lose shaft that then starts to bend and wallow out the taper in the case? I tightened the nut ~18 degrees, I am not sure if that is a lot, if it indicates a wiped out taper in the case. If someone knows the thread pitch on the 8H3325 nut, I could figure out how much I moved the shaft. The leak did not stop after I tightened the nut, but I guess that makes sense, can't re-seat the taper press without the tonnage from the hyd puller. And the fact that the nut is now out of position with the drilled hole for pin 2B7906, it tells me the shaft has stretched at the threads, or the shaft had been spinning in the case taper and wore away some material from the taper. I'll assume the shaft has a higher hardness than the case.
EDIT:
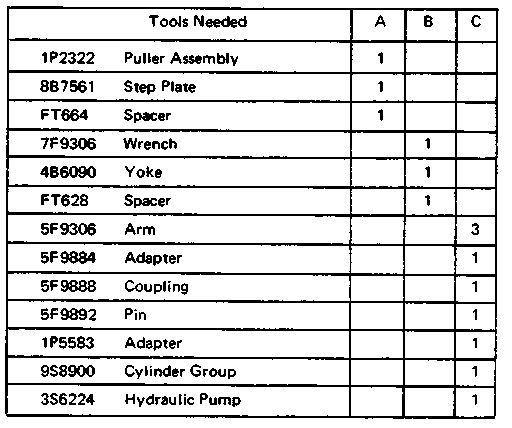
Found this list of puller tools, wandering if they are the correct tools:
Replied by ETD66SS on topic D6C Final Drive Leak
Dead axle bore repair is in Conservation Bulletin No 16, Dec 31 1951, as above, previously posted here at least twice before.
You blokes are slow to get the message about saving this stuff to your computers for such future reference.
Eddie B.
www.acmoc.org/bb/showthread.php?22193-Co...4&highlight=bulletin
Thank you, I now understand the sleeve geometry.
Just be aware that the sleeve dimensions in Eddie's scans are for older machines than your D6C which will probably have a heavier axle.
You might want to look at this post www.acmoc.org/bb/showthread.p...ems&highlight=
For your intended usage, unless the shaft has spun, I'd back off the bearing preload, and do something similar to what L364 suggested previously.
Thanks, I read that entire thread, good work, was a pretty dire situation you had there.
Couple things:
1) I would have to design up my own tapered sleeve, CAT did not sell these as any sort of repair kit?
2) Not only would I need to apply the tonnage to the dead axle when reinstalling (with or without new a sleeve and a line bore, hopefully not), I also have to pull the sprocket on my 225 someday. Wondering if you own that hyd puller in your thread? Where do you find a tool like that? Is there a CAT part number for a sprocket pulling kit? Wondering if I could make my own puller with an Enerpac unit etc.
My first attempt would likely be what L364 has suggested. I do not know if the axle has actually spun, or if I am at the initial stage where the taper press fit has relieved and the shaft is about to start spinning. I don't know when this leak appeared, but I don't recall seeing it when I was using this machine heavily and maintaining it.
I'm trying to understand the initial failure mode with these dead axles. Do they bend first, leading to shaft stretch at the threaded collar and then release the taper lock leading to the shaft spinning? Or is the initial failure the shaft spinning which leads to a lose shaft that then starts to bend and wallow out the taper in the case? I tightened the nut ~18 degrees, I am not sure if that is a lot, if it indicates a wiped out taper in the case. If someone knows the thread pitch on the 8H3325 nut, I could figure out how much I moved the shaft. The leak did not stop after I tightened the nut, but I guess that makes sense, can't re-seat the taper press without the tonnage from the hyd puller. And the fact that the nut is now out of position with the drilled hole for pin 2B7906, it tells me the shaft has stretched at the threads, or the shaft had been spinning in the case taper and wore away some material from the taper. I'll assume the shaft has a higher hardness than the case.
EDIT:
Found this list of puller tools, wandering if they are the correct tools:
Please Log in or Create an account to join the conversation.
4 years 1 month ago #221564
by Glum
Replied by Glum on topic D6C Final Drive Leak
Got lucky hearing about the ram lying in someone's shed. Had to have tooling made up along the way and bought an enerpac pump to power it. Some simple calculations on the ram dimensions with and a small laminated chart stuck to the pump to convert the pump pressure reading to tons force for both cylinder extending and retracting. Working with 70's/80's era machines everyday makes this setup almost a necessity, especially in the case of D4's which never had a conversion to sprocket segments.
There was a pretty neat home made setup to push and pull a D7 sprocket using an enerpac cylinder either on here or the HEF not that long ago.
Best way to see if anything has spun is to remove the outer cover and the big nut and plate which hold the outer hub on its taper. If the keyway is still up top then likely it has not spun.
There was a pretty neat home made setup to push and pull a D7 sprocket using an enerpac cylinder either on here or the HEF not that long ago.
Best way to see if anything has spun is to remove the outer cover and the big nut and plate which hold the outer hub on its taper. If the keyway is still up top then likely it has not spun.
Please Log in or Create an account to join the conversation.
4 years 1 month ago #221565
by ETD66SS
Thanks, I'll do that first. I wasn't sure if by practice, CAT always aligned the key up like the parts book shows in the cross section view.
Might consider buying one of these:

If the key is up, maybe I can keep the nut tight with the spanner while I use the machine for this last pond excavation.
Replied by ETD66SS on topic D6C Final Drive Leak
Got lucky hearing about the ram lying in someone's shed. Had to have tooling made up along the way and bought an enerpac pump to power it. Some simple calculations on the ram dimensions with and a small laminated chart stuck to the pump to convert the pump pressure reading to tons force for both cylinder extending and retracting. Working with 70's/80's era machines everyday makes this setup almost a necessity, especially in the case of D4's which never had a conversion to sprocket segments.
There was a pretty neat home made setup to push and pull a D7 sprocket using an enerpac cylinder either on here or the HEF not that long ago.
Best way to see if anything has spun is to remove the outer cover and the big nut and plate which hold the outer hub on its taper. If the keyway is still up top then likely it has not spun.
Thanks, I'll do that first. I wasn't sure if by practice, CAT always aligned the key up like the parts book shows in the cross section view.
Might consider buying one of these:
If the key is up, maybe I can keep the nut tight with the spanner while I use the machine for this last pond excavation.
Please Log in or Create an account to join the conversation.
4 years 1 month ago #221577
by Jason
Replied by Jason on topic D6C Final Drive Leak
Hi there I have done 3 d6 finals in the last year and have found a good air hammer works a lot better to loosen or in your case tight the nut. I personally have never done a spun axle usually it bearing failure leading to gear failure and then bearings and hubs wearing into the axle shaft. If axle has just spun then i'm thinking it has been removed in the past and not pressed in tight enough.
Please Log in or Create an account to join the conversation.
4 years 1 month ago #221613
by Glum
Replied by Glum on topic D6C Final Drive Leak
If I was in your shoes I would try the following.
Slacken bearing preload by turning nut 'A' CLOCKWISE with your tool you are about to purchase.
Weld a chunk of steel onto the face of nut 'B' to make a slug to hit on with the 18 pound. Make sure the force is taken on the end of the shaft or on the shoulder with a spacer and not on the threads. Mark the shaft and belt it a few times while tightening the nut under the machine.
Get a new nut to hold the hub on the end of the shaft.
Redo the bearing preload by turning the big nut anti clockwise.
Slacken bearing preload by turning nut 'A' CLOCKWISE with your tool you are about to purchase.
Weld a chunk of steel onto the face of nut 'B' to make a slug to hit on with the 18 pound. Make sure the force is taken on the end of the shaft or on the shoulder with a spacer and not on the threads. Mark the shaft and belt it a few times while tightening the nut under the machine.
Get a new nut to hold the hub on the end of the shaft.
Redo the bearing preload by turning the big nut anti clockwise.
Please Log in or Create an account to join the conversation.
Time to create page: 0.195 seconds
ACMOC
Antique Caterpillar Machinery Owners Club
P.O. Box 9301
Peoria, IL 61612
(309) 691-5002
cat@acmoc.org
Become a Member!
"I became a member recently because the wealth of knowledge here is priceless."
- Chris R
"I also joined a year ago. had been on here a couple of times as a non-member and found the info very helpful so I got a one year subscription (not very expensive at all) to try it out. I really like all the resources on here so I just got a three year. I think its a very small price for what you can get out of this site."
- Jason N